新年挨拶
昨年は3月の東日本大震災、原発事故の発生により甚大な被害を受け、深い悲しみに包まれた一年でありました。
タイ国においても大洪水のため多くの日本企業が被害を受けました。
また、ギリシャに端を発したEUのソブリン危機も収まりを見せず、
決して好調ではない日本経済に超円高の嵐が吹きすさみ、経済界においても大変厳しい年でありました。
今年は穏やかで明るい年であってほしいと願うばかりです。
さて、弊社は今年創立88周年「米寿」を迎えます。
これもひとえに皆様方のお陰と深く感謝しております。
今年も皆様とともに干支の「龍」のごとく大空に舞い上がれるよう社員一同、
努力する所存でございますので何卒よろしくお願い申し上げます。
最後に読者の皆様のご健康、ご多幸をお祈り申し上げます。
代表取締役社長 市岡通
■タービンブレード特集
根部の研削、ターンミーリングの複合加工、そして翼面の磨き加工をご紹介
タービンブレード特集
今月はタービンブレード製造に貢献する当社の設備を紹介します。タービンブレードは発電用と航空機用があり、不可欠な要素部品です。形状が複雑で特に航空機用は過酷な条件に耐えうるチタン合金、ニッケル合金など加工が困難な材料が多用されています。
タービンブレードの根部の研削、ターンミーリングの複合加工、そして翼面の磨き加工と工程ごとに紹介を致します。
1. タービンブレードの根部の研削
スイス・メーゲレ社製研削盤:
日本では研削というと最終仕上げの利用が多い中で、
メーゲレ機は高付加価値部品の
高速量産加工機としてタービンブレード業界に数多くの実績を残しています。
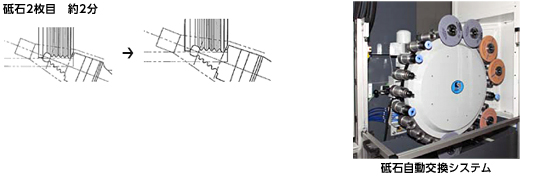
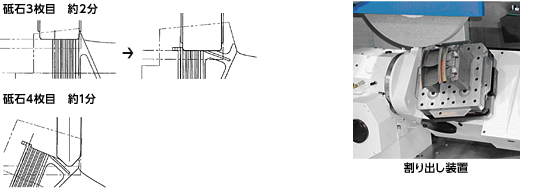
- 航空機用タービンブレード根部の加工例
耐熱合金、鍛造ブランク、取り代5mm、ブレードルート部の加工において4枚の砥石を自動交換し、割出し装置を利用して15の工程をワンクランプでルート部を全加工します。
砥石交換を含めた15のプロセスの
全加工時間は20分以下です。
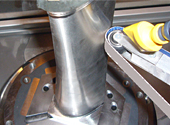
2. タービンブレードのターンミーリングの複合加工
ドイツ・ハミュール社製複合加工機:
タービンブレードの複合加工では、
加工中に発生する歪みの逃がし、工具寿命の向上と加工時間の短縮がテーマとされています。
欧州大手発電メーカーと共同開発されたハミュール社製HSTMシリーズは、ユーザーの声に応え、販売実績を伸ばしています。
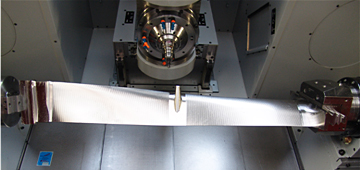
- 発電用タービンブレード X22CrMoV121加工例
加工前:角材 690x130x90mm
加工後:ブレード長 450mm、ブレード幅90mm、厚さ約28mm
加工時間:約90分
ピックフィード:2-3mm
プラットフォーム:Ra1.12
加工時間の短縮

■粗加工例:
特許取得の効率的な粗加工と高出力ミーリングスピンドルが加工時間の7割を占めるといわれる粗加工の時間を大幅に短縮します。
発電用ブレード材料X22CrMoV121:
ap=3.5mm、vf=4m/min、 vc=270m/min、d=63mm、n=1.414rpm
航空機用材料 チタン:
ap=2mm、vf= 2m/min、vc=60m/min、 d=40mm、 n=800rpm
工具コストの削減
■CO
2ガス冷却
CO2ガスによって-71℃に冷却された工具の寿命は、
高出力エマルジョンチタン加工と比較し5倍上回り、ミスト(MQL)発電ブレード加工では60%向上したという実績があります。工具寿命の改善は、高い送りを可能とし、これまでより加工時間を20~30%短縮します。
高品質タービンブレードの製作
■洗練された治具と加工プロセスが実現する加工歪の逃がし
角材加工の場合はつかみ代5mmでHSKによる自動ワーク供給を可能にし、
鍛造加工の場合でも加工歪をスラスト方向、ねじれ方向に逃がしながら自動加工が可能で、後工程の歪み修正を簡素化します。
3. タービンブレード翼面の磨き加工

ドイツ・アイビーエス社製タービンブレード翼面ベルト研削盤:
発電、航空機用ブレードの自動翼面仕上げにおいて実質的な業界標準として利用され、高い評価を受けているのがアイビーエス社製ベルト研削盤です。
同装置はタービンブレードの翼面の背腹、翼縁の自動で磨き処理が可能です。
- タービンブレード仕上げ加工例
小型ガスコンプレッサーブレード:
ブレード長 198mm、幅96mm
加工前状態:ミーリングカスプ高さ 0.05 mm
仕上げ箇所:背腹面、前後縁
加工時間:7分
面粗さ:Ra 0.6

スチームタービンブレード:
ブレード長 502mm、幅116mm
加工前状態:ミーリングカスプ高さ 0.25 mm
仕上げ箇所:背腹面、前後縁
加工時間:32分
面粗さ:Ra 0.8
チタン合金ファンブレード:
ブレード長 600mm、幅200mm
加工前状態:鍛造後、取り代0.1mm
仕上げ箇所:背腹面、前後縁
加工時間:25分
面粗さ:Ra 0.8

最近、注目度が高いのがガスタービン向けセラミックコーティング処理されたタービンブレードの仕上げ処理です。人の手で薄膜のコーティング層を、ブレード曲面に合わせて均一に仕上げる作業は極めて困難です。
アイビーエスの独自のダイヤモンドバンドにより、セラミックコーティング被膜を均一に且つ自動で磨き処理を行います。
翼面自動仕上げがもたらす絶大な効果:
手作業仕上げと比べ作業時間を約1/5に短縮し、粉塵の空気中の浮遊も抑え、作業環境も改善献します。
導入効果は前工程にも及びます。手作業では切削後のカッターパス深さ0.15mmまで仕上げる必要がありました。
仕上げ能力に優れる自動加工では切削後の溝深さを0.5mmまで粗くし、
前工程の切削工程を大幅に短縮することができます。
■注目商品
長い作動距離と高い追従能力を併せ持つレーザー測定ユニット
Telestar(テレスター) TTLレーザー
Telestar TTLレーザーは、
OGP社製非接触全自動測定システムSmartScopeのVantageシリーズに搭載可能な最新型レーザー測定ユニットです。長い作動距離を持ち(深穴の底部なども測定可能)、従来のレーザーでは測定不可能であった急な傾斜面にも高い追従性を発揮します。
また、TTL(Through the Lens )方式により光学系とレーザーは同じ光路を通る為、光学系とレーザーの間にオフセットがありません。よって光学系からレーザーへの切り替えも瞬時に行われ、測定機の稼動範囲をフルに使って測定を行うことができます。
■ユーザー様ご紹介
測定業務のプロ・チーム ― 正確なデータをどこよりも短納期で ―
株式会社パーム 様 (静岡県榛原郡)
事業内容:自動車部品の組み立て製造、計測受託サービス
HP:
http://www.kk-palm.co.jp/
自動測定機導入のきっかけ
株式会社パームは1989年に創業し、自動車部品の組み立てと計測受託サービスを展開しています。
従業員50名のうち43名が製造業務に、7名が計測受託サービスに従事しています。
代表取締役の山村勝男氏は、内製した治具の精度を社内で確かめるべく工具顕微鏡を導入しましたが、測定誤差を改善してほしいという顧客の要望に応え、自動測定機を導入しました。
しかし、せっかく高価な測定機を導入してもその操作の複雑さから、担当者が敬遠する問題が起こりました。
測定機は使いやすさが大事
果たして、自動測定機の操作の複雑さが作業効率を逆に下げてしまうことを経験した山村氏は、測定機の導入においては何よりもまずシンプルな操作性が大切であるという考えに至ります。
そこで注目したのがOGP社製の測定機です。この機械は工具顕微鏡で培ってきたこれまでのノウハウをそのまま活かすことのできるマニュアル操作機能を兼ね備えた使い勝手重視のシステムです。
「測定スピードが速いですし、測定結果をリストや画像で保存しておける点も便利です。」と担当者の弁。
多岐に渡る計測受託サービス
今日では社内計測のみにとどまらず計測受託サービスを展開しており、樹脂部品・機械加工部品・金型部品など多岐に渡る製品に対し、寸法測定、表面粗さ測定、接触式の倣い方式による輪郭形状測定等、顧客要求ベースでの対応に力を注いでいます。
「コストを抑えるために工具顕微鏡で測定してほしいという要望も時々ありますが、価格を下げるよりも確かなデータを報告することが大事であると思っています。15時に依頼を受けたらその翌朝にはデータを納品する気で取り組むべし。」と山村氏は意気込みを語ります。
「例えば依頼品が量産手前のテスト製品であれば一刻も早くデータを必要とします。早く報告できれば加工の改善など時間的な余裕が生まれ、確実な量産体制を実現することにつながります。データの正確さはプロとして当然です。
お客様に納得していただける価格設定と、いかに早くデータを報告するかというところをこれからも特に意識していきたいですね。
この納期はパームじゃないと無理だとお客様に言っていただいた時は本当に嬉しかったです。」
正確なデータをどこよりも短納期で納品することをモットーに、パームは日々努力を続けています。
■営業活動
ロロマティック 中華圏での展開
お客様、ロロマティックの要望により、中華圏に展開されている日系のお客様に対して、ロロマティック機販売、パーツ及びサービスサポートを拡充していくことになりました。
迅速な対応をするため、上海に在庫部品の拠点を構え、サービス要員を確保して参ります。
今後とも、ロロマティックの満足度を高めるべく体制を整えていく所存です。
また、ご希望の多い東南アジアにおいても、日系のお客様に対し体制を強化していきます。
■展示会情報
「Panasonic FA Show 2011」開催レポート
2011年12月14日(水)~16日(金)にかけて、毎年恒例のパナソニック ファクトリーソリューションズ株式会社主催の電子部品実装システムの展示会が開催されました。
今年の見所として、実装機のNPMシリーズにTTシリーズが新たにラインナップされました。
兼ねてよりご要望の多かった生産性、機種切替性、多品種に更に対応すべく前後にトレイを配置し、既存設備のNPMデュアルレーンに振分けコンベア無しで直結できる仕様となっています。
先端技術コーナーでは小型液晶COG(チップonグラス)ボンディングマシン、革新的なパラレルリンクロボットなど、自動化・省人化へ向けた多彩な商品が展示され、生産性の向上に寄与する技術をその場で体験できる貴重な展示会となりました。
来場者数は3日間で1,742名を超え、国内はもちろん東南アジアからの多くの来場者で賑わい、連日活況を呈しました。
初めての海外出張 ~チップの試練~
はるか40年も前のことだが、入社して初めて、もちろん生まれて初めての海外出張は、イギリス中部のコベントリーという工業都市だった。
羽田から(成田はまだなかったのだ!)イギリス・ヒースロー空港に飛び、そこからタクシーで市内の駅(駅名はユースローだったかな)へ。
タクシーから荷物を降ろして運転手さんに代金を払い、領収書を受け取る……ここまでは、初めてにしては極めて順調順調。
あれ!足元に置いてあった荷物が2個とも無い!
血の気が引くとはこのことか?うろたえつつ辺りを見回せば・・・・・・20メートほど駅寄りに赤い帽子をかぶった爺さんがこちらを手招きしている。おー、彼の手には私のカバンが2個。急いで近づいて行くと彼も歩き出す。
おいおい、俺の荷物を返せよ・・・・・・と小走りになるが彼の足は長い、さっさと駅の構内へ進んでいく。
そして切符を買う窓口を指さすではないか。
私は彼を気にしながらもコベントリーまでの切符を買った。彼にようやく追いつくと「何処へ行くのだ」と私に聞く。
「コベントリー」と答えると、また彼は私の荷物を持ったまますたすたとホームへ向かい、汽車に乗り込んだ。
そして、網棚に荷物を上げてくれた。
こんなわけのわからぬ親切?に、私は無論心から「サンキュー」と言いましたよ。
だが、彼は立ち去らない。そのうち彼は「マネー!」とはっきり言った。
あ!そうか、そうだったのか!私は急いで小銭を渡した。多分今のお金で20円ほどだったろうか。
彼はもじもじして、「もう少し」と言った。そこで200円ほど渡すと「サンキュー」といって去っていった。
彼が泥棒でなかったことに胸をなで下ろしたけれど、チップを強制的に取られたような気がしないでもなかった。
200円というのもやりすぎだったかもしれないと、今でも思う。
が、スムーズに汽車に乗れて助かったのだから、ま、よしとすべきなんだろう。
やれやれ!試練はまだまだ続くのだ・・・・・・。
s.m