■製品ニュース
 エタロンニュース
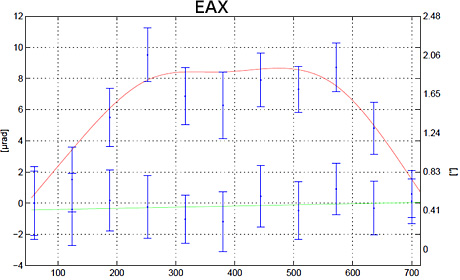
エタロンニュース新記録樹立!!僅か1時間11分で空間誤差測定を実現
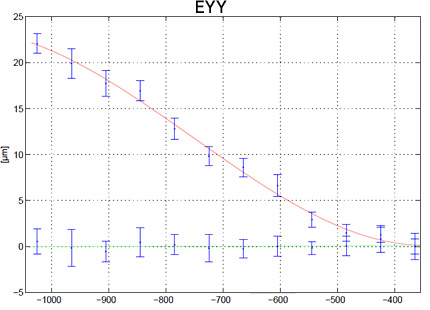
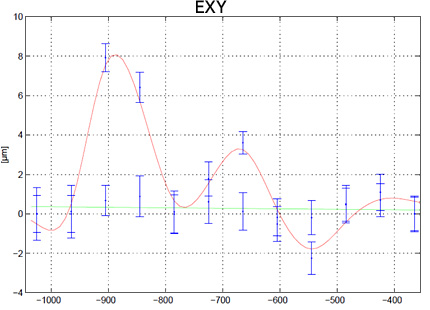
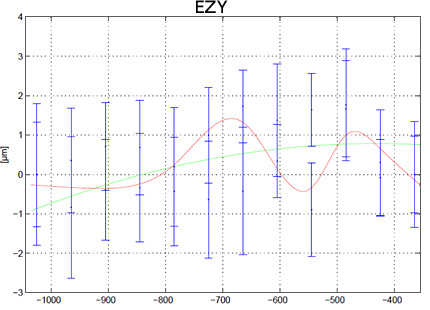
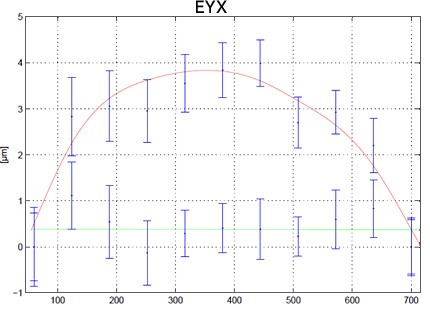
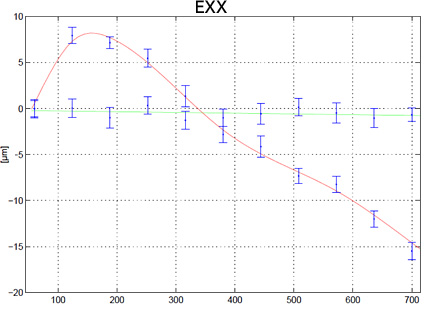
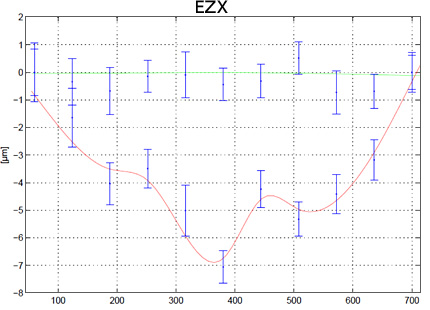
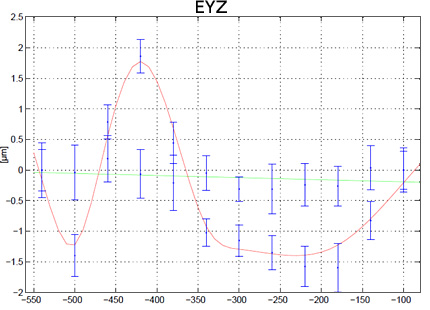
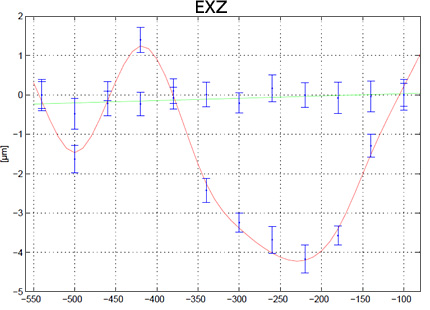
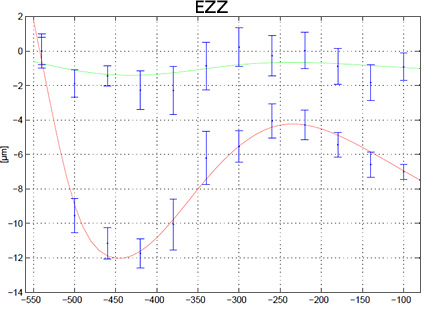
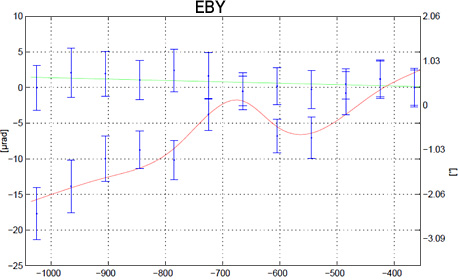
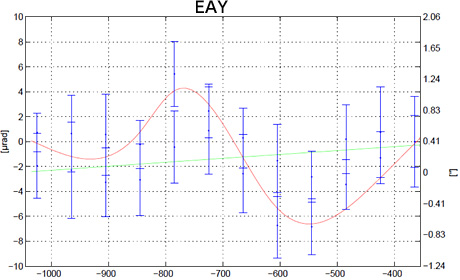
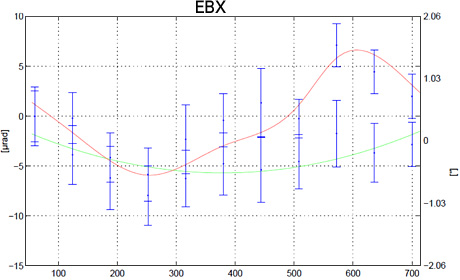
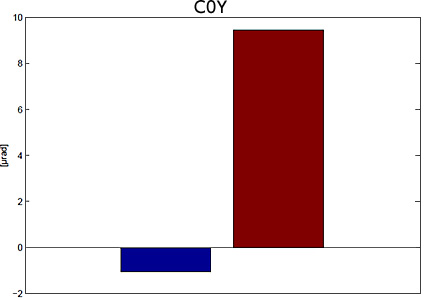
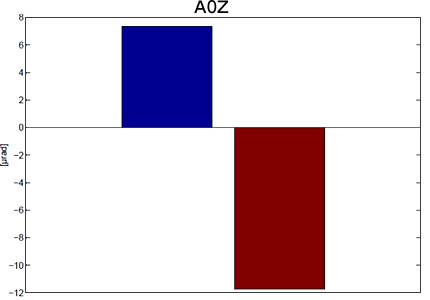
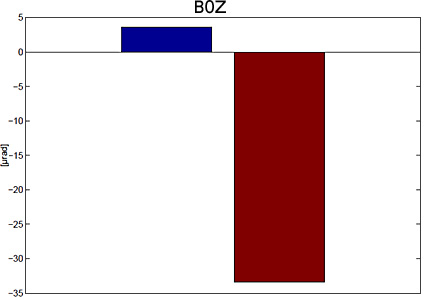
立形マシニングセンタで旋回テーブルを利用して段取り時間37分、測定時間34分の空間誤差測定を達成しました。赤が補正前、緑が補正後の空間残留誤差を示し、エタロン空間補正が大幅に精度を改善しています。
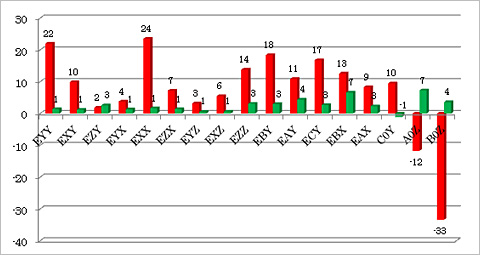
下記、17要素の誤差で精度が向上している詳細データをご覧いただけます。空間補正の工作機械への標準化が進んでいます。
■製品ニュース
IBSニュース
~ IBSのテクノロジーと共に空の旅へ ~
世界中の著名な発電機メーカーや航空機エンジンメーカーがドイツIBS社のベルト研磨機を採用しています。
同社の主力機種はタービンブレード向けですが、“磨けるものは何でも磨く”という発想から航空機エンジン前面のカバー部分であるリップスキンも磨きます。
ボーイング787ドリームライナーのリップスキンはIBS社のマルチステーション14軸の特殊機が仕上げました。
貴方が同機で空の旅をされる機会がありましたら、IBSの研磨機による信頼の品質を是非思い出してください。
■製品ニュース
 アフォルターニュース
アフォルターニューススイス精密ホブ盤で自動車用ギヤも高速加工
CROWN CLUTCH GEAR
Specs: Ø 8.5 mm, length 18 mm, 30 teeth
Cycle Time: 25 sec
今月は医療業界で利用されるクラウンクラッチギヤのアプリケーションの紹介です。外径ø8.5 mm、長さ 18mm, 歯数30、サイクルタイム25秒で加工します。
■製品ニュース
 ロロマティックニュース
ロロマティックニュースロロマティックで小径先端R0.5mmテーパーエンドミル加工
ロロマティック社製汎用工具研削盤のアプリケーションをご紹介します。
■製品ニュース
 OGP耳寄り情報
OGP耳寄り情報Measure Mind上位バージョン新機能「クリック入力」その2
OGP社製自動測定機Smart Scopeの専用ソフトウェア「Measure Mind3D」は、機能の拡充や操作しやすいレイアウトへの改善など、お使いの皆様のご要望を受けて常に進化を続けています。
今回は、前号にてご紹介しました測定機能「クリック入力」の便利な使い方の2つめをご案内致します。
●「クリック入力」機能おさらい
マウスでクリックすることで視野内のどのような位置でも形状として認識できる機能です。「ターゲット」メニューから選択することができ、特に以下のような場合に効果を発揮します。
①不規則な形状(パターン)の測定 (
前号にてご紹介)
②「セットアップ」要らずのらくらく測定
②「セットアップ」要らずのらくらく測定
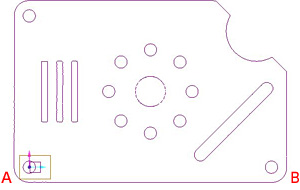
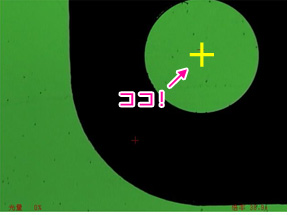
例として下図の形状を測定します。
通常は、まず「セットアップ」という目視の製品位置決め作業を行いますが、「クリック入力」を使うことによりこの作業を省略することができます。
<通常の手順(セットアップ作業を行う)>
セットアップ作業は2つの形状を使って行います。ここでは例としてAとBの円を使用します。
1. 円チャートを表示させ、Aの円と中心位置を合わせてXYカウンタを0に設定します。
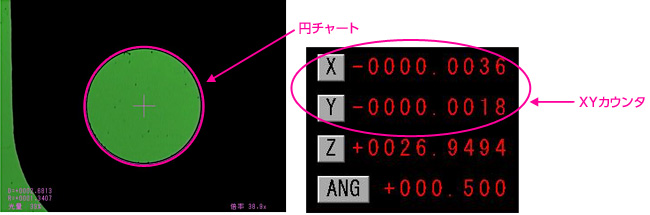
2. 同様にBの円と中心位置を合わせてANGカウンタを0に設定します。
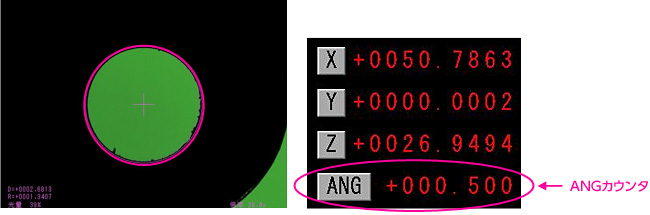
以上で完了です。
<クリック入力を使った簡易手順>
1. 「1点を測定する」という指定を予め行い、Aの円中心をクリックします。
2. 上記1の形状を、基準移動機能を使って「XY原点」に設定します。
3. 上記1と同じ指定で、今度はBの円心をクリックします。
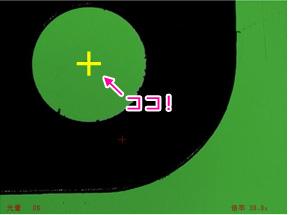
4. 上記3の形状を、基準移動機能を使って「X基準軸」に設定します。
以上で完了です。
この後は、通常通り任意の寸法測定作業を行っていきます。
「クリック入力」使用時のポイントとして、図を見比べて分かるようにAとBそれぞれの
形状を綿密に視野中心に合わせる必要がありません。円が多少ずれていても、視野内に収まっていれば問題ありません。この方法を使うことにより、
通常のセットアップ作業よりも更に短時間で手軽に製品位置決め作業を行うことができます。製品の個数が多い、種類が多い等いずれの場合においてもオペレータの手間を軽減します。
「クリック入力」機能ソフトウェア対応バージョン:「Measure Mind 3D」 ver.14~
新しくなった「Measure Mind 3D」は、これ以外にも様々な付加機能を搭載しています。その他の機能は次号以降、順次ご紹介して参ります。
ご興味のある方・より詳しいご説明をご希望の方はどうぞお気軽にお問合せ下さい。
■展示会情報
 JIMTOF2012特集
JIMTOF2012特集ダイヤモンド工具仕上げレーザー加工機
切削工具素材は被削材と共に進化し、今日では天然物質の中では最高硬度のダイヤモンドさえその材料として利用されています。高硬度ダイヤモンドを加工するには、これまでの加工では大変な労力と時間を要するものでした。業界先駆け、ドイツのレーザープラス社は2000年にレーザーでダイヤモンド工具の仕上げ加工をする機械を完成させ、国内外のダイヤモンド工具のレーザー仕上げ加工機として十分な実績を残し、いよいよJIMTOF2012で本邦初公開します。

レーザープラス社製ダイヤモンド工具仕上げレーザー加工機 レイカッター
レーザープラス社製レイカッターは「ダイヤモンド工具の刃先をシャープにする能力が優れている」
■どっしりとした土台があるから、レーザーが高速で稼働しても高精度
レーザー加工機の場合、機械とワークは非接触で加工されるため、稼動部に切削や研削で求められるほどの剛性は必要ありません。ただし、点加工であるレーザー加工は高速送りが不可欠なため、稼動部を軽量化し、慣性の影響を抑制しつつ、高速で移動するユニットの基になる機械ベースには剛性を持たせる必要があります。レイカッターの稼働部は軽量化が図られ、機械ベースにはグラナイトを採用し、優れた機械剛性を誇っています。どっしりとした土台があるから、レーザーが高速で稼働しても精度を維持できるのです。
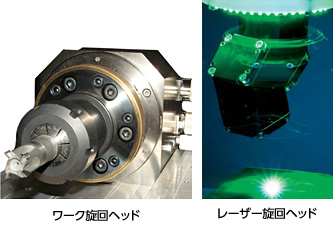
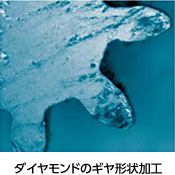
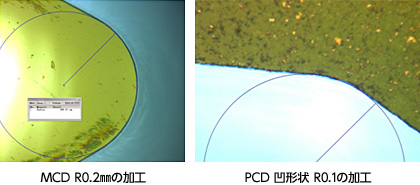
■同時5軸制御がもたらす様々な形状加工へのアプローチ
同機はインサートからシャンク工具までの加工を可能にする同時5軸制御です。ギヤ形状、微細な凹R加工等、アプリケーションは広範囲にわたります。
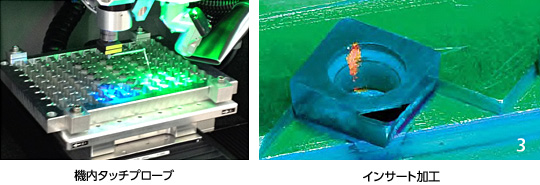
■自動加工プロセスだから高い生産性
機内には工具のすくい面測定にタッチプローブ、そしてXYの座標位置検出にはCCDカメラを搭載し、加工ワーク位置を自動検出します。インサートの連続自動加工や複数のダイヤモンドチップがロウ付けされたシャンク工具の自動加工を可能とし、優れた生産性をもたらします。
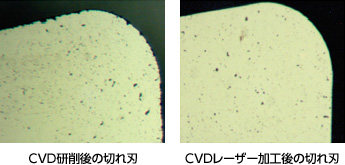
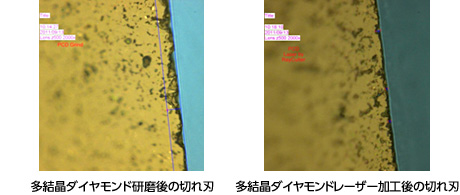
■独自設計レーザー加工によるシャープエッジがもたらす刃物寿命の向上
ダイヤモンド工具向けに自社で設計製造したレーザーは、切れ刃をシャープエッジに加工することに加え、短時間加工のための適度な加工出力を併せ持ちます。加工が困難な多結晶ダイヤモンドは微細化にすることで加工を安易にしていますが、工具寿命の視点では耐摩耗性で劣っていくことになります。加工が困難な単結晶、CVD、粒径が大きい多結晶の高付加価値ダイヤモンド工具ほど、レイカッターの必要性は高いことになります。
ポリゴン加工(多角創成)では工具もワーク(被削材)も回転しているだけなのに丸い形状のワークが見る見る六角形状になるので不思議な気がします。
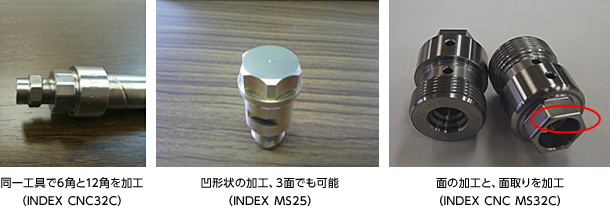
この六角形状をフライス加工で作ると、何倍もの時間がかかります。ポリゴン加工では、工具の刃数と、主軸(ワーク)と工具の回転比を変えることにより、例えば2面、4面、6面加工、あるいは製品の正面に溝を入れる、一部に面取りを入るなど、応用範囲は相当に広くなります。
この動作原理を添付ビデオでご覧下さい。工具軸とワーク軸が3枚の歯車で連結されています。左側のワーク(主軸)と右側の工具との回転比は1:2です。
映像は約30秒
このポリゴン加工を単軸自動盤のアタッチメントとして初めて採用したのがドイツ・インデックス社です。世界的な自動盤メーカーであり、今はカム式の機械は製造していません。CNC機のみの生産です。製造している機械は次のアドレスで見ることが出来ます。
http://www.ykt.co.jp/products/index/index.shtml
先ほどのビデオでは3枚の歯車で工具とワークを連結していましたが、機械のCNC化によってポリゴン加工も進化しました。ドイツ・インデックス社の多くの機種は回転工具に別モーターを装備し、主軸モーターと電気的同期をとることで自由に回転比、回転方向をプログラムすることで、加工の汎用性、段取りの簡易性を確保しています。さらにポリゴン面の長さも工具の幅以上の長さのものも加工できるようになりました。
しかし全ての自動盤にこのポリゴン加工を取り入れることが出来る訳ではありません。加工が断続切削となる為、機械に剛性と精度が必要になります。剛性がなければ機械のあちこちにガタが出てきます。また機械精度が悪ければ、ワークと工具との間のガタにより、きれいな加工面を得ることが出来ません。剛性と精度を備えた機械が、黄銅のような柔らかい材質のみではなく、快削鋼、ステンレス鋼などの難削材加工を可能にします。
次の写真はポリゴン加工サンプル例です。この様なものが丸棒から加工できます。参考にしてください。
余談:
ポリゴン加工した面は厳密にはストレートではありません。ストレートに見えるだけです。六角を前述の例のように加工すると、面は僅か膨れています。これは理論的にもそうなります。スパナで回すには、これで十分です。この面を完全にストレートに加工するには、エンドミルによるY軸加工が必要です。
回転軸2個を使ってのY軸加工で、完全なストレート面を加工する方法は、またの機会に紹介させて頂きます。